
CASE STUDY – BITUMEN/ASPHALT REFINERY
Bitumen/Asphalt pumps in this refinery were considered bad actors due to failing mechanical seals. Klaus Union solved that problem with API 676 and 685 compliant twin screw pumps.
The Job:
The customer, a large refinery in France, was looking to extend its Bitumen handling capabilities by building a new Bitumen storage and loading facility. Existing installations utilized screw pumps from various manufactures. Shaft sealing was done with mechanical seals or gland packing, both with steam quench. Main objectives of the new project were to improve availability of the pumps and to substantially reduce OPEX, especially those associated with maintenance. Additionally the solution should be up to date in regards to current and foreseeable health and safety and environmental regulations. Klaus Union provided engineering and technical studies, comparing different solutions for the customer’s application.
The Thought Process:
All existing Bitumen pumps in that refinery were classified as “bad actors” due to high leakage rates and short seal lifetimes. Based on this existing experience, the following iterations were taken during the pre-engineering phase of the project:
- Bitumen / Asphalt is prone to cracking when it reaches the atmosphere. Accordingly seals should be executed with API Plan 62 (steam quench), requiring additional utilities. Even under ideal conditions an API Plan 62 does not prevent leakage to the atmosphere, making the pump installation always a dirty spot. Additionally Steam supply may sometimes fail or be outside permissible range, leading to regular seal damage and pump downtime.
- Double acting mechanical seal with an API Plan 53 or 54 system were evaluated next. An API Plan 53/54 system does not have the same problems as a steam quench as it provides a stable, pressureized barrier system preventing any Bitumen leakage to the outside. However with a Bitumen / Asphalt application the seal supply system would need to cover both sufficient pre-heating to prevent stocking of the product, as well as sufficient cooling capacity to prevent overheating of the barrier fluid system. This means to ensure a stable operation numerous signals (temperature, pressure, etc.) and utilities (cooling water or energy for an air cooler, nitrogen for API Plan 53, etc.) are required, making this an expensive investment if not for the pump, then for the site.
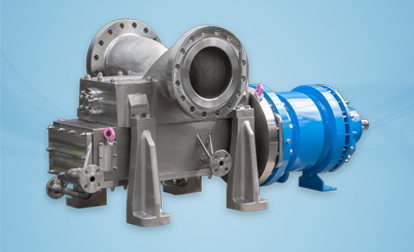
- Based on existing experience in handling difficult to seal and even toxic liquid, Klaus Union recommended a solution for the customer’s needs, by executing the pump with seal less magnetic coupling system from Klaus Union. The magnetic coupling is equipped with a non-metallic isolation shell, to avoid eddy current losses and provides a pressure rating of 25 bar for the complete pump.
The pump only requires two signals – a temperature transmitter on the isolation shell to provide a startup interlock to ensure proper pre-heating temperature, and a PT100 on the casing to ensure the maximum temperature for the pump is not exceeded. Otherwise no additional accessories are required, and the product is not contaminated by any auxiliary fluids.
The Result:
Two pumps were installed and have been in operation without any downtime for maintenance. The satisfied customer has started a project to replace his existing old pumps with Klaus Union magnet drive twin screw pumps.
Key Facts:
| INDUSTRY: PROCESS: PRODUCT: APPLICATION: SOLUTION: LOCATION: |
REFINERY BITUMEN STORAGE AND LOADING FACILITY BITUMEN / ASPHALT CIRCULATION, TRANSFER & LOADING TWIN SCREW PUMP WITH MAGNET DRIVE FRANCE |
Operating Data:
| FLUID: | Bitumen / Aspahlt |
| FLOW RATE: | 135 m³/h (594 gpm) |
| TEMPERATURE: | 140 ... 180 °C (284 ... 356 °F) |
| DIFFERENTIAL PRESSURE: | 12 bar (174 psi) |
| DYNAMIC VISCOSITY: | 104 ... 855 cP |
| KINEMATIC VISCOSITY: | 110 ... 900 mm²/s |
| SPECIFIC GRAVITY: | 0,95 |
| NPSH(A): | 4,9 m (16 ft) |
The Solution: SLM DSP-2CO 154B-208-25P14 Q2 Z H24
| SLM: | Sealless Mag Drive |
| DSP-2: | Single Volute Twin Screw Pump |
| C: | Cartridge Design |
| O: | Oil Lubricated Bearing Support |
| 154: | Outer Diameter of Drive Rotor (approx. 6“) |
| B: | Axial Split Modular Casing |
| 208: | Pitch of Main Drive Rotor (approx. 8 1/5“) |
| 25: | Magnetic Coupling Size (approx. 10“) |
| P: | High Powered Magnets |
| 14: | Magnet Length |
| Q2: | Magnetic Coupling Designed for low and high viscosity application |
| Z: | Non-Metallic Isolation Shell |
| H24: | Casing and Casing Cover Heated |
The Benefits:
- Eliminating „bad actor“ No. 1: mechanical seal
- Maintenance and Leak-free magnetic coupling, eliminating costs for steam quench or API Plan 53/54 Systems
- Robust API 676 compliant pump design to incresae MTBF
- Pump design adaptive to customer requirements
- Continuously high pump efficiency, even at large variations of pressure and viscosity
- No timing required after maintenance, decreasing downtimes for maintenance
- High standardization for fast availability of spares, many available directly from stock
- Modular system for pump and magnetic coupling can be adapted to customer‘s and application requirements
The SLM DSP-2C provides a simpler, cleaner solution to the customer’s needs for highly reliable and highly efficient positive displacement pumps.